



Опубликован в 04. 24, 2020
Производитель прядильных станков предлагает решения ряда неисправностей.
1. Если хвостовой вал металлопрядильной машины не может плавно выдвигаться, сначала осмотрите хвостовой вал. Если хвостовой вал прядильной машины перемещает и отводит цилиндр, но хвостовой вал не может выдвигаться или отступать, проблема может быть в хвостовом валу.
2. Если возникла проблема, заключающаяся в том, что кормовой вал может быть выдвинут, но не на месте, или кормовой вал заблокирован на месте и сгенерирован сигнал тревоги, вы можете нажать кнопку сброса, чтобы повторить попытку.
3. Если существует проблема, заключающаяся в том, что хвостовой вал не зафиксирован должным образом, примите те же меры, что и выше.
4. Если цилиндр кормового вала не может работать, это можно рассматривать как проблему с электромагнитным клапаном, и примите меры, нажав на электромагнитный клапан вручную для ручного управления.

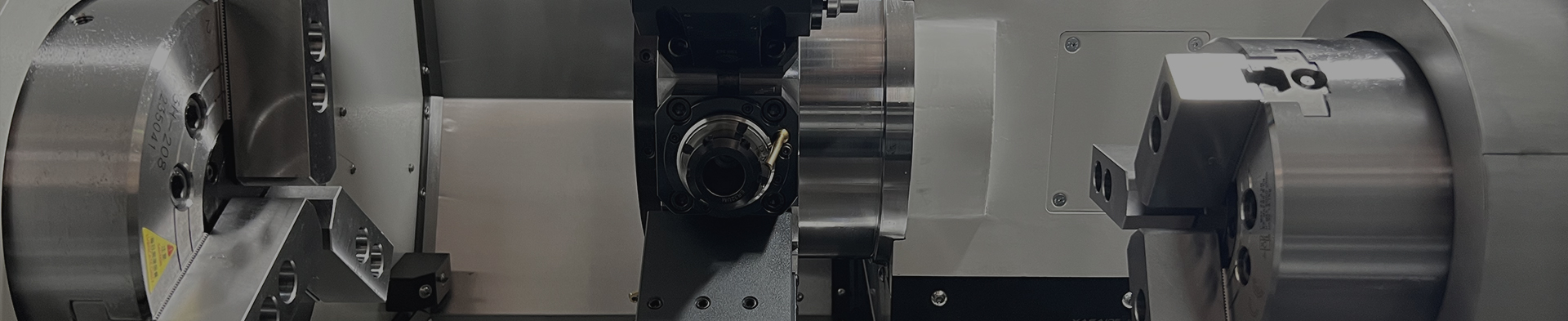
Металлическая прядильная машина с ЧПУ
В настоящее время параметры процесса прядения в Китае по-прежнему выбираются опытным путем. С одной стороны, это вызвало такие проблемы, как длительный цикл проектирования, высокая стоимость пробного производства и трудности ручного программирования ЧПУ. С другой стороны, это также влияет на качество конечного формования прядильных изделий. В реальном производстве существует множество факторов, влияющих на качество деталей, обработанных методом центрифугирования, в том числе факторы технологического оборудования; пустые коэффициенты и коэффициенты параметров процесса и т. д.
Практика прядильной обработки показывает, что заготовка не соответствует технологическим требованиям, неправильный подбор параметров процесса прядения, нерациональная конструкция прядильного инструмента, неудовлетворительная точность обработки. В процессе прядения часто возникают следующие нежелательные явления: например: материал ломается, имеет микротрещины и внутренние трещины, поверхность вздута или приподнята, на внутренней и внешней поверхности имеются заусенцы, в хвостовой части образуется раструб или трещина крыла. , прямолинейность не слишком велика, стержневая форма не прикреплена, поверхность очищена, а металл перед застойным колесом укладывается, рябь на поверхности и т. д.
Обработка прядением в условиях нагрева, обработка сильным прядением увеличит технологические факторы и усложнит процесс, поэтому холодное прядение обычно используется для металлов с лучшей пластичностью, но тугоплавкие металлы с плохой пластичностью должны подвергаться горячему прядению.
Температура нагрева материала в процессе сильного прядения немного такая же, как температура нагрева, используемая при обычной штамповке. Если температура слишком высокая, произойдет рекристаллизация, которая сделает зерно грубым, а также укрупнеет волокнистая структура материала. Процесс многопроходного прядения будет иметь очень неблагоприятный эффект. В это время, если вы хотите успешно завершить процесс многопроходного формования, необходимо провести соответствующую термическую обработку, что значительно удорожает процесс формования металла.
Наша компания предлагает на продажу прядильную машину с ЧПУ , пожалуйста, свяжитесь с нами.






